

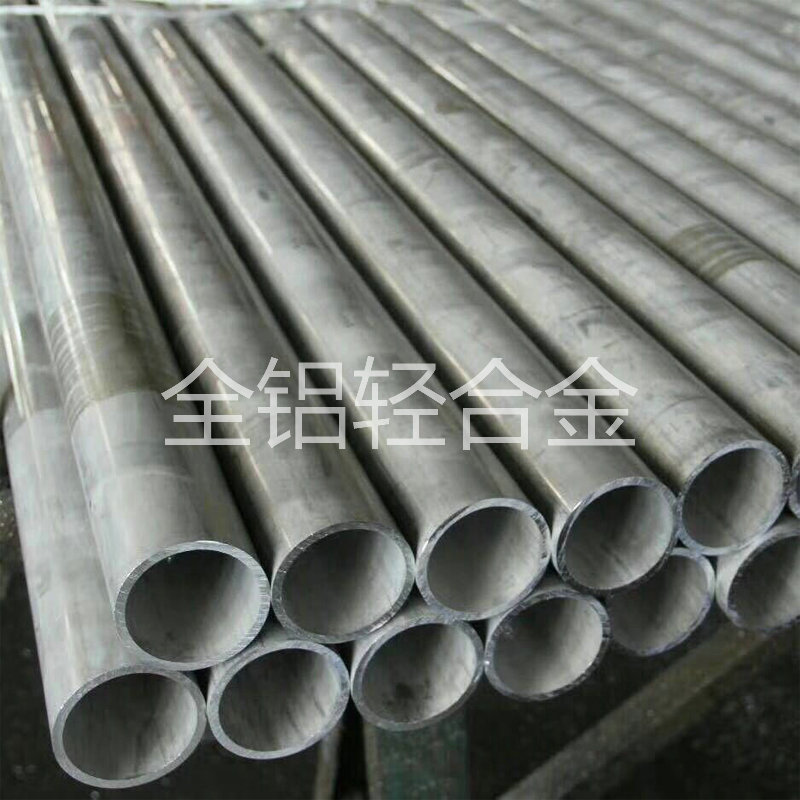









众所周知,大口径铝管是一种广泛应用于航空、航天等重要领域的管件,其淬火过程中产生的较大残余应力,在后续加工过程中,会导致航空整体结构件产生变形。因此,铝管在应用之前,都是需要进行工艺处理的,而常常采用的就是挤压工艺,那么使用挤压工艺方面,我们需要注意哪些事项呢?下面小编告诉你。
大口径铝管的挤压工艺处理是整个工序的重要步骤之一,主要就是将扩孔后的铝管坯,挤压成所需规格的铝管即可。在坯料进入挤压筒时,外圆有圆角的端面应朝挤压模侧。由于这种铝管跟扩孔筒一样,因此在挤压工艺处理上,筒内孔坯料进入端也应有倒角,而倒角两端也以曲率半径不小于20mm的圆弧过渡。与大口径铝管坯料直接接触的工模具均应预热,包括挤压模、挤压针、铝管挤压筒和挤压垫。
当然,除挤压工艺以外,其余工模具均不宜水冷,挤压模和挤压垫,可通过多件循环使用的方式达到降温的目的,挤压筒在挤压空歇期可自然冷却至适宜温度。而大口径铝管挤压针应采用内冷,冷却水温度60~80℃。
zui后,在进行操作铝管挤压的时候,速度不宜太低,因为坯料温度太高,如果挤压速度很低,挤压时间长,挤压模表面温度可能会超过工作温度,铝管同时制品外表面,也会因玻璃膜太厚而变得粗糙。当然对加工温度区间比较窄的材质,要注意挤压温升的控制。
.jpg) 3
3
![]()
