











针对刚度较弱的铝零件加工厚壁压铸件工件,能够选用下列的夹装方式,以降低变形:
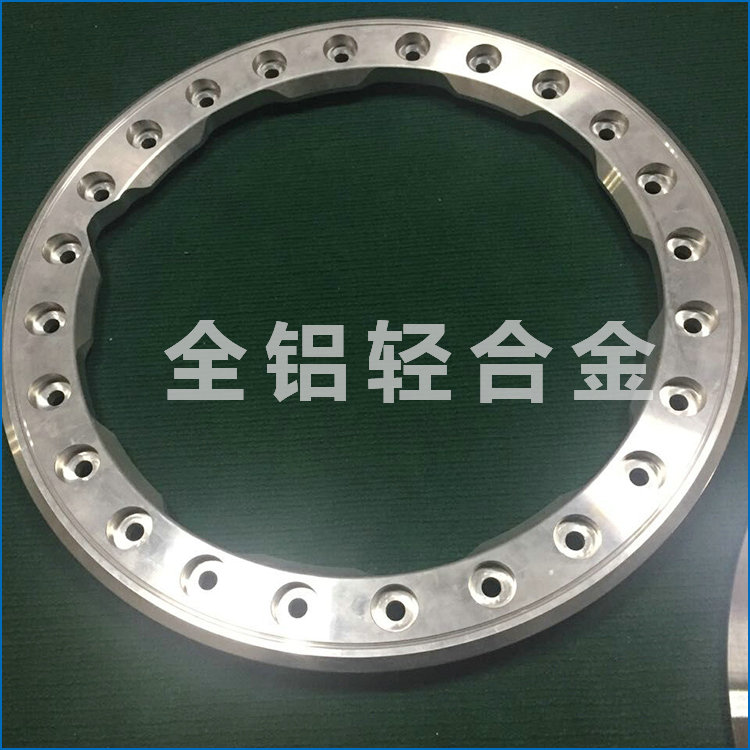
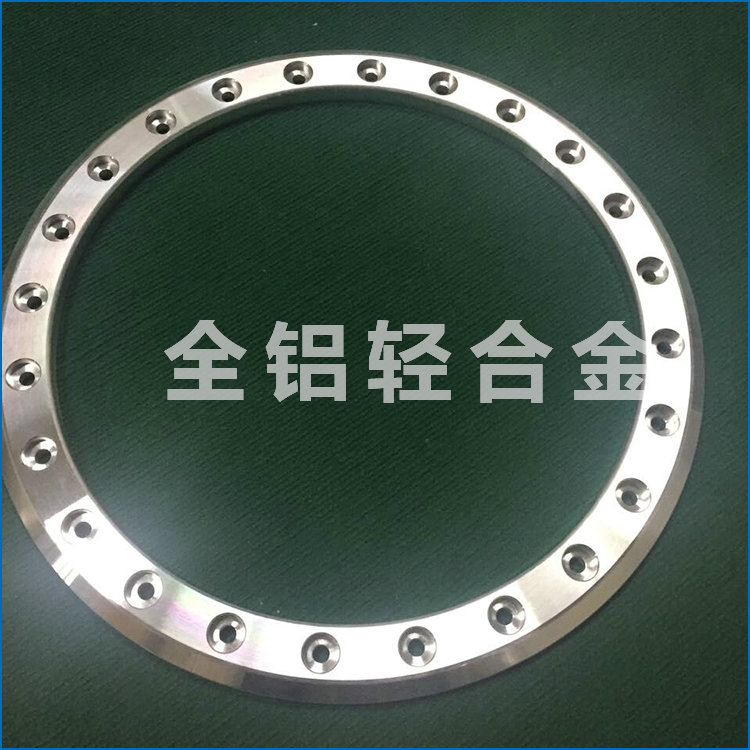
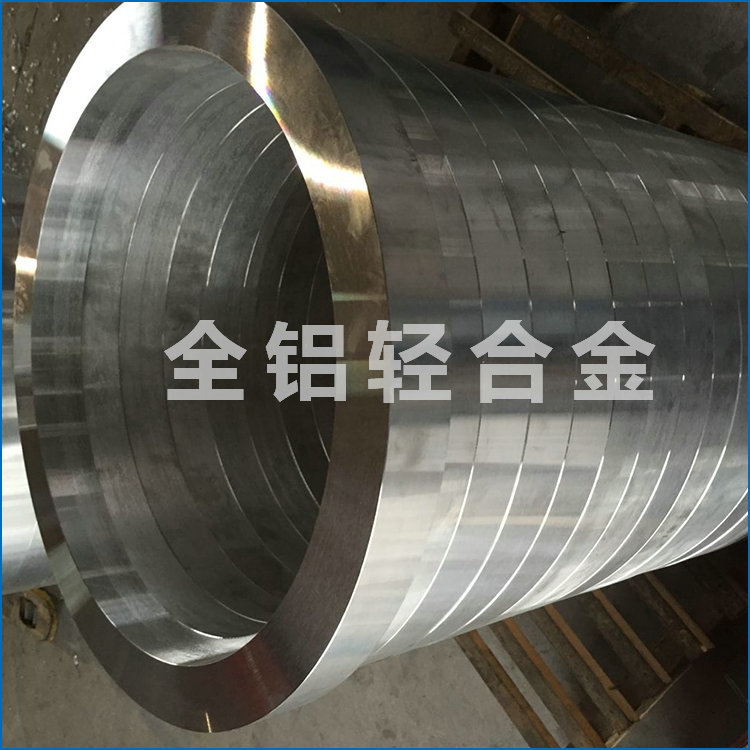
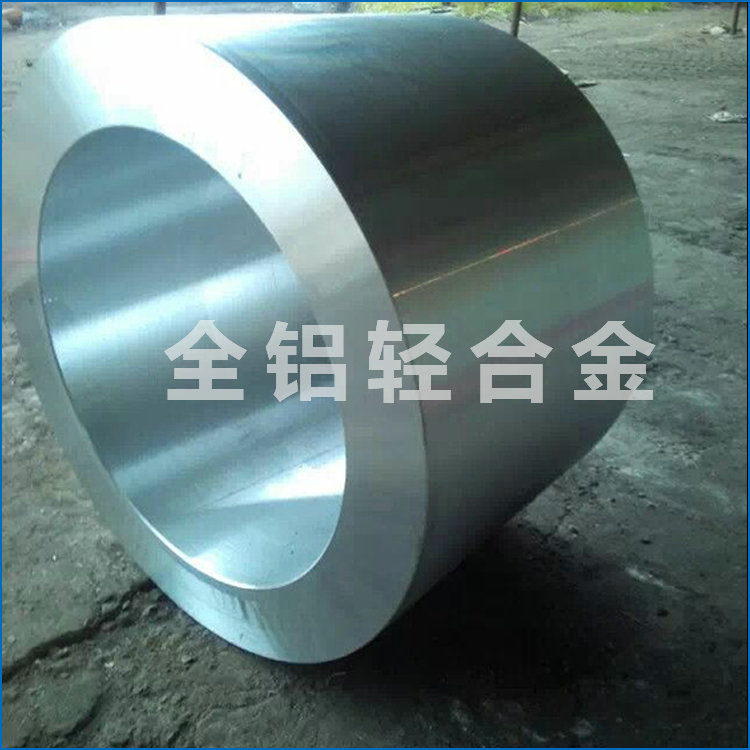
(1)针对厚壁轴套类零件,假如用三爪自放心液压卡盘或弹性夹头从轴向夹持,加工后一旦松掉,工件必定产生变形。这时,应当运用刚度不错的轴径内孔卡紧的方式。以零件内螺纹精准定位,自做一个带外螺纹的穿轴颈,套进零件的内螺纹,其上用一个后盖板卡紧内孔再用螺丝帽背紧。加工外圆时就可防止夹持变形,进而获得令人满意的加工精密度。
(2)对厚壁金属薄板工件开展加工时,最好是采用真空吸盘,以得到 遍布匀称的夹持力,再用较小的切削使用量来加工,能够非常好地避免 工件变形。
(3)应用封堵法。为提升厚壁工件的加工工艺刚度,可在工件內部添充物质,以降低夹装和切削全过程中工件达变形。比如,向工件内灌进含3%~6%硝酸钾的尿素溶液熔化物,加工之后,将工件渗入水或乙醇中,就可以将该填充料融解倒出。
.jpg)